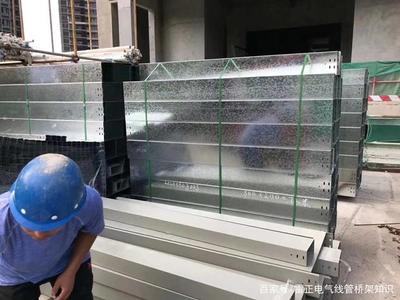
电缆桥架作为现代建筑电气、工业布线系统中的关键基础设施,其制造工艺与尺寸标准化直接关系到工程的安全性、美观性与经济性。本文将聚焦于两种常见规格——100mm×100mm(宽×高)和100mm×150mm(宽×高)的电缆桥架,详细解析其制造流程、技术要点及主要应用场景。
一、 制造工艺流程
- 原材料选择与处理:
- 材质:通常采用优质冷轧钢板、镀锌钢板、不锈钢板或铝合金板。100100mm与100150mm属于中小型规格,对板材的强度和平整度有较高要求。
- 开卷与校平:卷板经过开卷机展开,并通过校平机消除内应力,确保板材平整,为后续精准冲压、折弯奠定基础。
- 冲压与成型:
- 冲孔:在桥架底板和侧板上按标准间距进行冲孔,以利于电缆散热和减轻自重。孔型多为长圆孔或圆孔,排列整齐。
- 折弯:这是形成桥架槽体形状的核心步骤。通过高精度数控折弯机,将板材折弯成标准的“U”型或“槽”型。对于100*150mm规格,其侧边高度(150mm)大于宽度(100mm),折弯时需要特别注意角度控制和回弹补偿,确保侧壁垂直度与槽体方正。
- 辊压成型:对于大批量生产,可采用连续的辊压成型工艺,效率更高,尺寸一致性更好。
- 焊接与组装:
- 焊接:对于需要加强结构或特殊连接的部位(如连接片、支架接口),采用二氧化碳保护焊或氩弧焊,确保焊点牢固、无虚焊,并进行打磨处理使表面光滑。
- 组装:将折弯成型的侧板、底板以及盖板(如有)进行组装。连接方式通常采用插接式、螺栓连接或扣锁式,要求连接紧密,安装便捷。
- 表面处理:
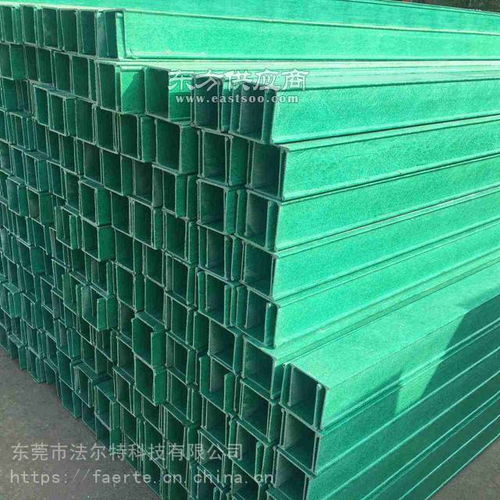
- 防腐处理:这是保证桥架寿命的关键。最常见的是电镀锌或热浸镀锌,形成均匀致密的锌层,防腐蚀能力强。还有喷涂环氧树脂粉末(静电喷塑)、镀锌后喷塑等工艺,既能防腐,又能提供多种颜色(如灰色、白色)以满足不同环境的美观需求。
- 固化:喷塑后的桥架需经过高温烘道固化,使涂层牢固附着。
- 质量检测与包装:
- 尺寸检验:使用卡尺、角度尺等工具严格检查桥架的外形尺寸(长、宽、高、对角线差)、孔距、折弯角度等,确保100100mm和100150mm规格完全符合国家标准(如JB/T 10216)或行业规范。
- 涂层检测:测量镀锌层厚度或喷塑层附着力、厚度。
- 承载力测试:抽样进行荷载试验,验证其机械强度。
- 检验合格后,进行防刮擦包装,通常采用捆扎或栈板包装,并附上合格证与规格标签。
二、 规格特点与应用场景对比
- 100*100mm桥架:
- 特点:截面面积为10000mm²,属于轻型至中型承载规格。结构紧凑,节省空间,自重相对较轻。
- 主要应用:适用于信息网络布线、弱电系统(如电话、监控、门禁)、照明线路以及电力电缆数量不多的小型车间、办公楼楼层水平布线、吊顶内敷设等场景。
- 100*150mm桥架:
- 特点:截面面积为15000mm²,比100*100mm规格高出50%的容纳空间。在宽度不变的情况下增加了垂直高度,能容纳更多或更粗的电缆,且利于分层敷设。其结构强度要求更高,尤其是侧板的抗弯性能。
- 主要应用:常用于电缆数量较多、线径较粗的场合,如小型变电所出口、厂房动力干线、数据中心服务器机柜间的走线、以及需要为未来扩容预留空间的干线通道。其更大的空间也便于散热和维护。
三、 制造与选型要点
- 精度控制:两种规格的桥架在安装时常需多段连接和转向,因此制造时对长度公差、连接处的匹配度要求极高,以确保工程安装的流畅性。
- 板材厚度:根据承载需求(槽式、梯级式、托盘式)和跨度,选择符合标准的板材厚度(如1.0mm, 1.2mm, 1.5mm等)。100150mm规格因高度较大,通常需要比同工况下的100100mm规格采用稍厚板材以增强侧壁刚度。
- 标准化与兼容性:生产必须严格遵循尺寸标准,确保与相同规格的直通、弯头、三通等附件完美匹配,实现模块化安装。
结论
100mm×100mm与100mm×150mm电缆桥架的制造,是一个集材料科学、精密加工和表面处理技术于一体的过程。制造商通过标准化的工艺流程和严格的质量控制,生产出满足不同承载与空间需求的可靠产品。在工程设计与选型时,应根据电缆数量、线径、散热要求及安装空间,合理选择这两种规格,以实现电气布线系统的安全、高效与经济运行。